






Automobil- Stahl- Rohre JIS-G 3445 Erw en 10305-3 STKM11 STKM12 Selbst-Seat-Kopflehne stützend

ContPerson : Richard SHEN
Telefonnummer : +86-13736164628
WhatsApp : +8613736164628




| Min Bestellmenge : | zulässiges | Preis : | 2000-5000USD/ton |
|---|---|---|---|
| Verpackung Informationen : | In den Bündeln oder im Holzkisteverpacken | Lieferzeit : | 5-8 Wochentage |
| Zahlungsbedingungen : | L / C, T / T | Versorgungsmaterial-Fähigkeit : | 50000tons pro Jahr |
| Herkunftsort: | China | Markenname: | Torich |
|---|---|---|---|
| Zertifizierung: | ISO9001 | Modellnummer: | SAE J526 |
|
Detailinformationen |
|||
| Standard: | SAE-J526 | Material: | UNS G10080 oder UNS G10100 |
|---|---|---|---|
| Fertigung: | Kaltbezogenes geschweißtes Rohr | Anwendung: | Automobil, Kälte, Hydraulik |
| Abschnitt-Form: | Runde | Zweitens oder nicht: | Nicht-zweitens |
| Länge: | 6M oder als Anforderung | ||
| Markieren: | nahtloses Rohr der Präzision,Präzisionsrohre und -rohre |
||
Produkt-Beschreibung
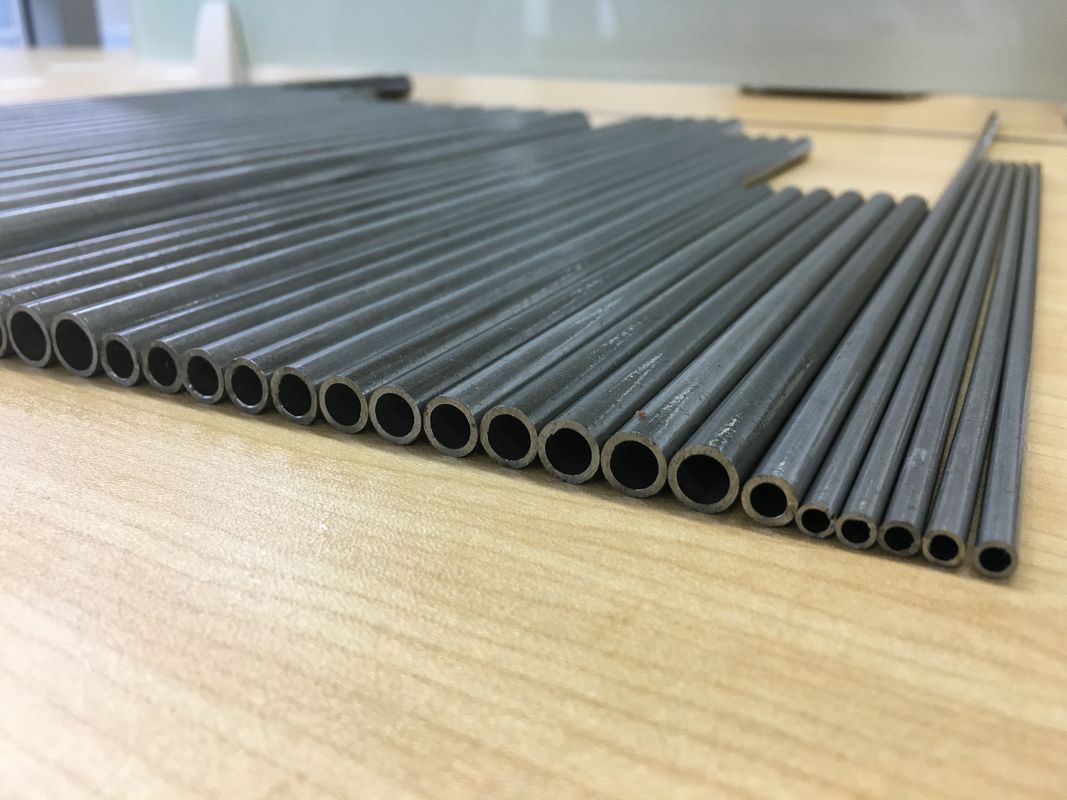
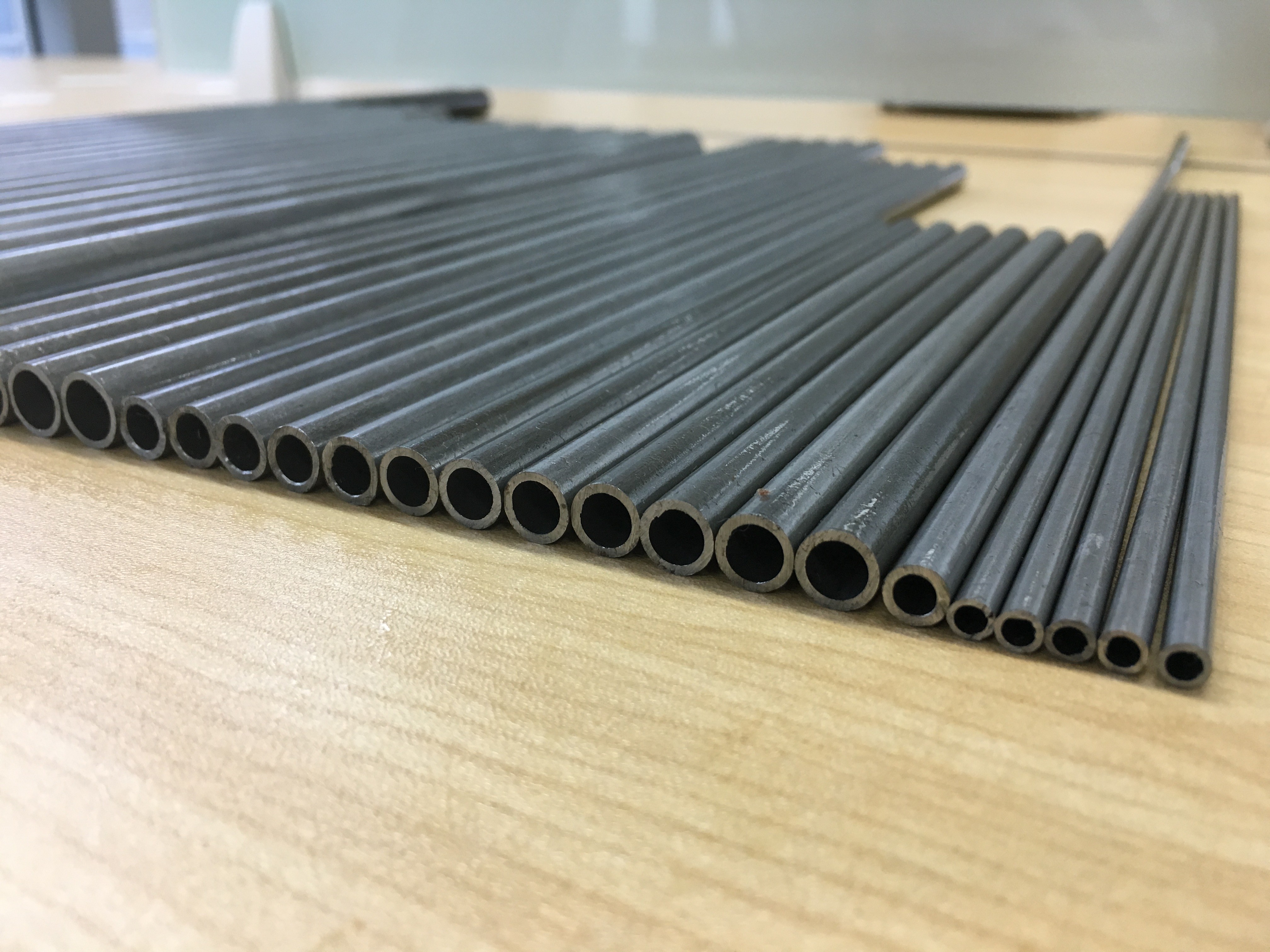
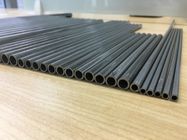
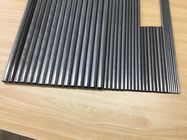
Kaltbezogener geschweißter kohlenstoffarmer Stahleinzel-wand-Schläuche SAE J526 UNS G10080/UNS G10100
SAE J526 schweißte den Einzelwandkohlenstoffarmen Stahlschläuche, der für allgemeines Automobil-, Abkühlung, hydraulisch bestimmt war, und andere ähnliche, die für das Verbiegen Schläuche einer Qualität erfordernde passend ist, erweiternde, bördelnde, bildende, und bronzierende Anwendungen.
Technischer Standard: SAE J526.
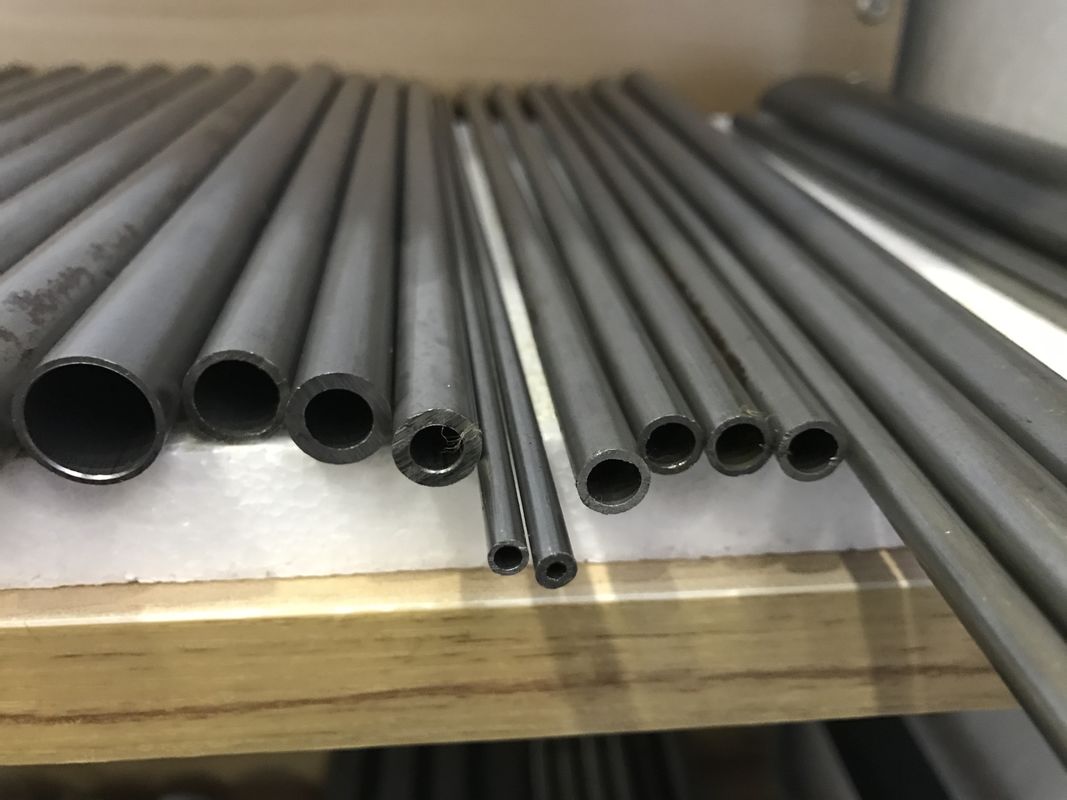
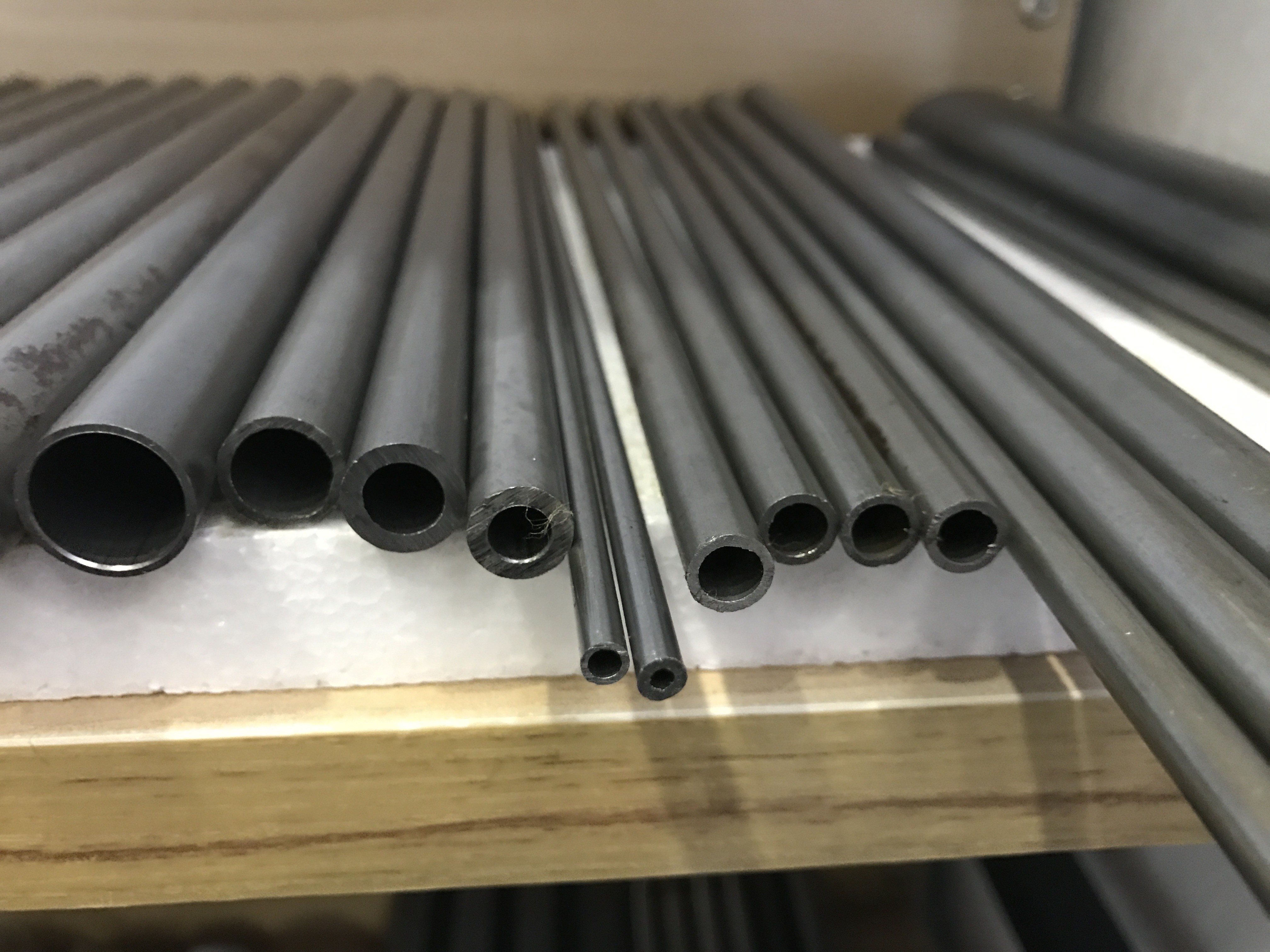
Wandstärke: 0.5-15mm
Durchmesser: 1-100mm
Länge: Maximales 12000mm, auf Kundenanfrage
Anwendung: Allgemeines Automobil-, Abkühlung, hydraulisch und andere ähnliche Anwendungen
Material/Grad: UNS G10080 oder UNS G10100
Erzeugnismethode:
Der Schläuche wird von einem einzelnen Streifen des Stahls geformt in eine Röhrenform hergestellt, dessen Ränder in einem geeigneten Schweißverfahren verbunden und versiegelt werden. Nachdem man geschweißt hat wird die Perle von der Außenseite entfernt, um eine glatte runde Oberfläche zur Verfügung zu stellen und der Schläuche wird in solch einer Art hinsichtlich des Erzeugnisses ein Endprodukt verarbeitet, die alle Bedingungen dieses Dokuments erfüllen. Gewöhnlich ist diese Art von Schläuche in umwickelter und gerader Zustand verfügbar. Gradlinigkeitsanforderungen sollten zwischen Lieferanten und dem Kauf vereinbart werden
| Stahlsorte und chemische Zusammensetzungen | |||||
| Stahlsorte | C | Si | Mangan | P | S |
| maximal | maximal | maximal | maximal | maximal | |
| UNS G10080 | 0,1 | 0.07-0.6 | 0.30-0.50 | 0,03 | 0,05 |
| UNS G10100 | 0.08-0.13 | 0.07-0.6 | 0.30-0.60 | 0,03 | 0,05 |
| MECHANISCHE ANFORDERUNGEN | |
| Eigenschaften | Werte |
| Streckgrenze, minimal (0,2% glich) aus | MPa 170 |
| Dehnfestigkeit, Minute | MPa 290 |
| Verlängerung in 50 Millimeter | 14% Minute |
| Härte (Rockwell 30 t-Skala), maximal | 65 |
| SCHLAUCHmaße UND -TOLERANZEN | |||||
|
Schlag Größe |
Nominal Schläuche Od Millimeter |
Außenseite Durchmesser (2) Grundlegend Millimeter |
Außenseite Durchmesser (2) Toleranz ±mm |
Wand Stärke (3) (4) grundlegend Millimeter |
Wand Stärke (3) Toleranz ±mm |
| −2 | 3,18 | 3,18 | 0,05 | 0,64 | 0,13 |
| −3 | 4,76 | 4,76 | 0,08 | 0,71 | 0,13 |
| −4 | 6,35 | 6,35 | 0,08 | 0,71 | 0,08 |
| −5 | 7,94 | 7,92 | 0,08 | 0,71 | 0,08 |
| −6 | 9,53 | 9,53 | 0,08 | 0,71 | 0,08 |
| −7 | 11,11 | 11,13 | 0,10 | 0,76 | 0,08 |
| −8 | 12,70 | 12,70 | 0,10 | 0,76 | 0,08 |
| −8 | 12,70 | 12,70 | 0,10 | 0,89 | 0,09 |
| −9 | 14,29 | 14,27 | 0,10 | 0,76 | 0,08 |
| −10 | 15,88 | 15,88 | 0,10 | 0,89 | 0,09 |
1. Andere Größen werden spezifiziert möglicherweise vertraglich zwischen dem Lieferanten und dem Benutzer.
2. Der tatsächliche Außendurchmesser ist der Durchschnitt vom maximalen und das minimal
Außendurchmesseren, wie an irgendeinem einem Querschnitt durch den Schläuche bestimmt.
3. Die Toleranzen listeten auf, die maximale zulässige Abweichung an irgendeinem Punkt darzustellen.
4. Für Zwischenwandstärke die Toleranz für die folgende schwerere Wandstärke
trifft zu.
Schlauchzustand der Endpunkte
Der Schläuche wird unter Verwendung der normalen Mühlabkürzungspraxis produziert. Dieses schließt, die butis ein, die nicht auf einzel-geschnittene Enden, zweihiebige Enden-, Säge-geschnittene und Dreh-geschnitteneenden begrenzt sind. Sorgfalt wird zu minimizethe Verzerrung der Rohrstutzen angewendet. Enden, die die Weiterverarbeitung erfordern, sind vertraglich zwischen theproducer und Rohrkäufer.
Oberflächenende
Oberflächenunvollkommenheiten wie Behandlung von Kennzeichen, sterben Kennzeichen, oder flache Gruben sollen nicht beconsidered schädliche Defekte lieferten solche Unvollkommenheiten sind nicht schädlich zur Funktion des Schläuche, den andthese Unvollkommenheiten innerhalb der Toleranzen sind, die für Durchmesser- und Wandstärke spezifiziert werden. Der Abbau von suchsurface Unvollkommenheiten wird nicht angefordert. Eine geringfügige Schweißungsperle und die Innenfläche zu spritzen auf soll, bepermissible aber muss zum Minimum gehalten werden, das mit gutem in Einklang ist, Praxis schweißend. Spezielle Schweißung beadrequirements müssen zur Zeit des Kaufs vereinbart werden.
Relevanter Standard: SAE J1677-Tests und Verfahren von SAE Low-Carbon-Stahl und von Kupfer-Nickel-Schläuche
Analyse SAE J409-Product – Premissible-Veränderungen von spezifizierter chemischer Analyse einer Hitze oder der Form des Stahls
![]()
![]()
![]()
![]()
Referenzstandards:
Tragen Sie Ihre Mitteilung ein
| TORICH INTERNATIONAL LIMITED |
| Reihe 1004, Hongan-Piazza, #258 sterben Yuan-Straße, Yinzhou-Bezirk, Ningbo-Stadt, China |
| 86-574-88086983 |
| sales@steel-tubes.com |